文章来源:志恒环保 作者:志恒环保 发布时间:2019-10-17 11:57:51 浏览次数:0
随着国家工业化程度的提高,工业废水的排放量呈逐年上升趋势。对于环境的危害和对于经济发展的制约都成为工业发展带给GDP增长的“负效应”。面对这样严峻的态势,一些工业发达国家已经对某些地区的工矿企业实现了废水零排放举措。

1 工业废水的特点分析
要实现污水回用,首先需确定回用水水质,包括水质、水量,在此基础上考虑回用工艺的可行性,以及投资、运行费用及设备维护等因素,采用更好的处理方案确保系统高效、稳定、可靠运行,并取得较大的经济效益。
1.1 污水量大且成分复杂
工业污水主要有以下几点。(1)RO浓水,特点是硬度高,含盐量高。(2)循环冷却水的排污水,此类污水硬度高,含盐量高,有较多悬浮物和胶体。
(3)工业污水,含盐量高并含有较多的有机物、微生物、悬浮物和胶体。
(4)生活污水,主要是有机物、微生物、悬浮物和胶体较多。
1.2 污水处理方案中出现的问题
大多数工业污水中都含有较高的盐分,因此,在工业污水深度处理回用过程中,需脱除水中的部分或全部盐分。对于高含盐水,传统的离子交换法不仅处理费用高,而且会对环境造成二次污染,因而,目前在应用中较为推崇反渗透脱盐技术。
基础反渗透工艺处理工业污水时出现的问题如下。
(1)水质复杂,波动性大,对RO膜污堵严重,导致系统运行周期短,清洗频繁,膜寿命缩短,制水能耗增大,产水量下降。
①难溶盐结垢,如CaCO3、CaSO4、CaF2、BaSO4、SrSO4、Mg(OH)2、SiO2等。
②有机物及胶体污堵,包括COD、Fe(OH)3、Fe2O3、Al(OH)3、Al2O3、胶体SiO2等。
③细菌和微生物粘泥的污染。

(2)RO系统至少25%的浓水排放也是一棘手问题。浓水排放率过高,造成水资源浪费,不符合节能减排的基本国策。
(3)浓水中过高的COD和污染物的浓缩常常超过环保规定的废水排放标准,使得大量RO浓水无处可排。
2 提高反渗透回收率的方法
2.1 HERO工艺(图1)
在高效反渗透(HERO)工艺中,RO膜的防垢是通过预处理来去除给水中的硬度、碳酸盐碱度以及其它结垢形成物的,而常规的RO膜的防垢是通过加药来实现的,零加药更安全环保。在进入反渗透前用强碱调pH的步骤最为关键,将pH调到9[2]以上后,硅的溶解度随之升高。运行时,浓水中硅的浓度达到1600~2000mg/L,而常规RO的硅极限只有150mg/L左右。生物污染和有机物污染也是通过高pH来避免的。在高pH运行的条件下,细菌、病毒、孢子和内毒素被溶解或皂化,有机物也能保持溶解状态,不会吸附在膜壁上,而常规的RO是通过非氧化性杀菌剂来抑制,有时还是不能避免生物污染,需要定期进行化学清洗。
2.2 CMLZD工艺(图2)
工业废水“亚零排放”(CMLZD)工艺,它是根据水质特性将化学处理与特种膜过滤和膜分离等水处理技术有机组合的集成水处理工艺,使系统回收率达到95%[3]左右。
(1)错流软化过滤(TCMF)预处理单元,将pH控制在特定碱性范围内,根据水质条件,向反应池中投加一定剂量的沉淀剂,使水中各种结垢性物质结晶析出,但仅形成乳浊液而不沉淀,对水中其他结垢性物质和污染物有较强吸附和混凝作用。
(2)TCMF膜过滤单元,经特殊膜过滤去除结垢性物质和污染物,被滤膜截留的物质由错流循环水送回反应池,其中的沉淀物被排放。

图1
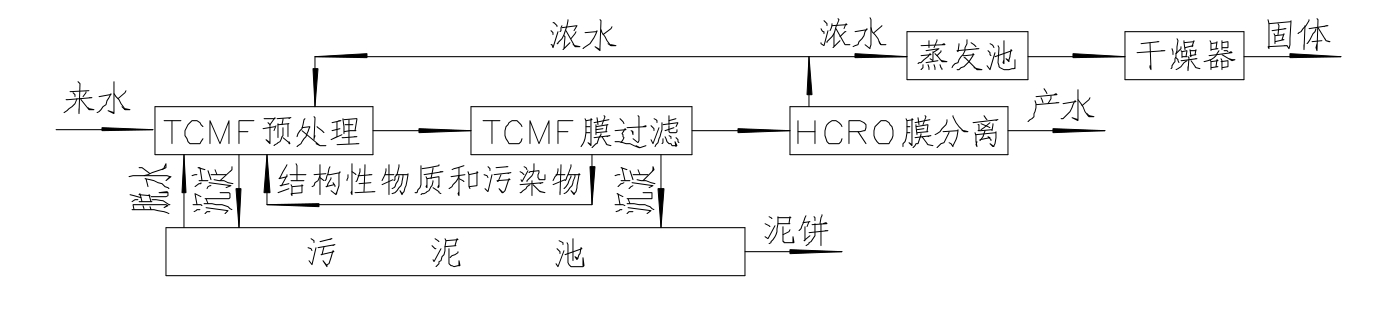
图2
(3)盐浓缩反渗透(HCRO)膜分离单元中,RO膜经特殊处理,耐超低压、耐酸碱、抗氧化,控制水的pH在特定的碱性条件下,极大程度降低细菌微生物的滋生条件,有效克服细菌微生物和有机物对RO膜的污堵。
3 结论
要达到工业废水“零排放”的目的,就必须对工业污水深度处理回用。工业污水量大、水质复杂,其较高的含盐量利用反渗透技术处理较为经济可行。为提高反渗透的回收率,可以采用HERO工艺合理对RO进水进行预处理,或采用CMLZD工艺将化学处理与特种膜过滤和膜分离等技术有机结合,再利用蒸发或结晶技术将残液处理成固体收集填埋,真正实现工业废水零排放。
相关文章:废水零排放
 反渗透浓水回收设备在不同的领域的使用概况
反渗透浓水回收设备在不同的领域的使用概况
接触过浓水回收的人一般都会知道,在浓水的处理上面,反渗透技术是发挥了非常重要的作用的,为大小型企业解决污水问题提供了很大......
TIME:2021-05-25
山东志恒环保科技有限公司
咨询电话
135-8313-1819
公司座机:0531-87201396
官方网址:www.roctr.com
联系地址:山东省济南市工业南路94号